Solenoid valves are used wherever fluid flow has to be controlled automatically. They are being used to an increasing degree in the most varied types of plants and equipment. The variety of different designs which are available enables a valve to be selected to specifically suit the application in question.
GENERAL
Solenoid valves are used wherever fluid flow has to be controlled automatically. They are being used to an increasing degree in the most varied types of plants and equipment. The variety of different designs which are available enables a valve to be selected to specifically suit the application in question.
CONSTRUCTION
Solenoid valves are control units which, when electrically energized or de-energized, either shut off or allow fluid flow. The actuator takes the form of an electromagnet. When energized, a magnetic field builds up which pulls a plunger or pivoted armature against the action of a spring. When de-energized, the plunger or pivoted armature is returned to its original position by the spring action.
VALVE OPERATION
According to the mode of actuation, a distinction is made between direct-acting valves, internally piloted valves, and externally piloted valves. A further distinguishing feature is the number of port connections or the number of flow paths ("ways").
DIRECT-ACTING VALVES
With a direct-acting solenoid valve, the seat seal is attached to the solenoid core. In the de-energized condition, a seat orifice is closed, which opens when the valve is energized
DIRECT-ACTING 2- WAY VALVES
Two-way valves are shut-off valves with one inlet port and one outlet port (Fig. 1). In the de-energized condition, the core spring, assisted by the fluid pressure, holds the valve seal on the valve seat to shut off the flow. When energized, the core and seal are pulled into the solenoid coil and the valve opens. The electro-magnetic force is greater than the combined spring force and the static and dynamic pressure forces of the medium.
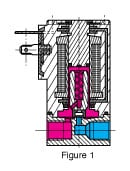 figure 1
figure 1
DIRECT-ACTING 3-WAY VALVES
Three-way valves have three port connections and two valve seats. One valve seal always remains open and the other closed in the de-energized mode. When the coil is energized, the mode reverses. The 3-way valve shown in Fig. 2 is designed with a plunger type core. Various valve operations can be obtained according to how the fluid medium is connected to the working ports in Fig. 2. The fluid pressure builds up under the valve seat. With the coil de-energized, a conical spring holds the lower core seal tightly against the valve seat and shuts off the fluid flow. Port A is exhausted through R. When the coil is energized the core is pulled in, the valve seat at Port R is sealed off by the spring-loaded upper core seal. The fluid medium now flows from P to A.
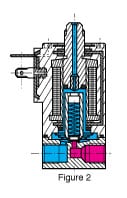 figure 2
Unlike the versions with plunger-type cores, pivoted-armature valves have all port connections in the valve body. An isolating diaphragm ensures that the fluid medium does not come into contact with the coil chamber. Pivoted-armature valves can be used to obtain any 3-way valve operation. The basic design principle is shown in Fig. 3. Pivoted-armature valves are provided with manual override as a standard feature.
figure 2
Unlike the versions with plunger-type cores, pivoted-armature valves have all port connections in the valve body. An isolating diaphragm ensures that the fluid medium does not come into contact with the coil chamber. Pivoted-armature valves can be used to obtain any 3-way valve operation. The basic design principle is shown in Fig. 3. Pivoted-armature valves are provided with manual override as a standard feature.
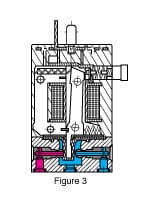 figure 3
figure 3
INTERNALLY PILOTED SOLENOID VALVES
With direct-acting valves, the static pressure forces increase with increasing orifice diameter which means that the magnetic forces, required to overcome the pressure forces, become correspondingly larger. Internally piloted solenoid valves are therefore employed for switching higher pressures in conjunction with larger orifice sizes; in this case, the differential fluid pressure performs the main work in opening and closing the valve.
INTERNALLY PILOTED 2-WAY VALVES
Internally piloted solenoid valves are fitted with either a 2- or 3-way pilot solenoid valve. A diaphragm or a piston provides the seal for the main valve seat. The operation of such a valve is indicated in Fig. 4. When the pilot valve is closed, the fluid pressure builds up on both sides of the diaphragm via a bleed orifice. As long as there is a pressure differential between the inlet and outlet ports, a shut-off force is available by virtue of the larger effective area on the top of the diaphragm. When the pilot valve is opened, the pressure is relieved from the upper side of the diaphragm. The greater effective net pressure force from below now raises the diaphragm and opens the valve. In general, internally piloted valves require a minimum pressure differential to ensure satisfactory opening and closing. Omega also offers internally piloted valves, designed with a coupled core and diaphragm that operate at zero pressure differential (Fig. 5).
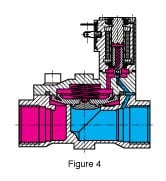 figure 4
figure 4
INTERNALLY PILOTED MULTI-WAY SOLENOID VALVES
Internally piloted 4-way solenoid valves are used mainly in hydraulic and pneumatic applications to actuate double-acting cylinders. These valves have four port connections: a pressure inlet P, two cylinder port connections A and B, and one exhaust port connection R. An internally piloted 4/2-way poppet valve is shown in Fig. 6. When de-energized, the pilot valve opens at the connection from the pressure inlet to the pilot channel. Both poppets in the main valve are now pressurized and switch over. Now port connection P is connected to A, and B can exhaust via a second restrictor through R.
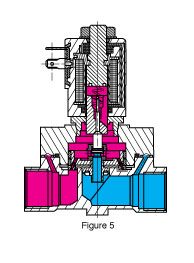 figure 5
figure 5
EXTERNALLY PILOTED VALVES
With these types an independent pilot medium is used to actuate the valve. Fig. 7 shows a piston-operated angle-seat valve with closure spring. In the unpressurized condition, the valve seat is closed. A 3-way solenoid valve, which can be mounted on the actuator, controls the independent pilot medium. When the solenoid valve is energized, the piston is raised against the action of the spring and the valve opens. A normally-open valve version can be obtained if the spring is placed on the opposite side of the actuator piston. In these cases, the independent pilot medium is connected to the top of the actuator. Double-acting versions controlled by 4/2-way valves do not contain any spring.
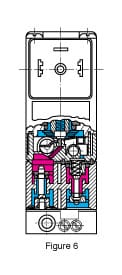 figure 6
figure 6
MATERIALS
All materials used in the construction of the valves are carefully selected according to the varying types of applications. Body material, seal material, and solenoid material are chosen to optimize functional reliability, fluid compatibility, service life and cost.
BODY MATERIALS
Neutral fluid valve bodies are made of brass and bronze. For fluids with high temperatures, e.g., steam, corrosion-resistant steel is available. In addition, polyamide material s used for economic reasons in various plastic valves.
SOLENOID MATERIALS
All parts of the solenoid actuator which come into contact with the fluid are made of austenitic corrosion-resistant steel. In this way, resistance is guaranteed against corrosive attack by neutral or mildly aggressive media.
SEAL MATERIALS
The particular mechanical, thermal and chemical conditions in an application factors in the selection of the seal material. the standard material for neutral fluids at temperatures up to 194°F is normally FKM. For higher temperatures EPDM and PTFE are employed. The PTFE material is universally resistant to practically all fluids of technical interest.
PRESSURE RATINGS - PRESSURE RANGE
All pressure figures quoted in this section represent gauge pressures. Pressure ratings are quoted in PSI. The valves function reliably within the given pressure ranges. Our figures apply for the range 15% undervoltage to 10% overvoltage. If 3/2-way valves are used in a different operation, the permitted pressure range changes. Further details are contained in our data sheets.
In the case of vacuum operation, care has to be taken to ensure that the vacuum is on the outlet side (A or B) while the higher pressure, i.e. atmospheric pressure, is connected to the inlet port P.
FLOW RATE VALUES
The flow rate through a valve is determined by the nature of the design and by the type of flow. The size of valve required for a particular application is generally established by the Cv rating. This figure is evolved for standardized units and conditions, i.e. flowrate in GPM and using water at a temperature of between 40°F and 86°F at a pressure drop of 1 PSI. Cv ratings for each valve are quoted. A standardized system of flowrate values is also used for pneumatics. In this case the air flow in SCFM upstream and a pressure drop of 15 PSI at a temperature of 68°F.
SOLENOID ACTUATOR
A common feature of all Omega solenoid valves is the epoxy-encapsulated solenoid system. With this system, the whole magnetic circuit-coil, connections, yoke and core guide tube - are incorporated in one compact unit. This results in a high magnetic force being contained within the minimum of space, insuring first class electrical insulation and protection against vibration, as well as external corrosive effects.
COILS
The Omega coils are available in all the commonly used AC and DC voltages. The low power consumption, in particular with the smaller solenoid systems, means that control via solid state circuitry is possible.
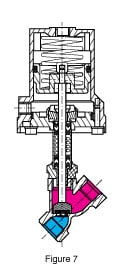 figure 7
The magnetic force available increases as the air gap between the core and plug nut decreases, regardless of whether AC or DC is involved. An AC solenoid system has a larger magnetic force available at a greater stroke than a comparable DC solenoid system. The characteristic stroke vs. force graphs, indicated in Fig. 8, illustrate this relationship.
figure 7
The magnetic force available increases as the air gap between the core and plug nut decreases, regardless of whether AC or DC is involved. An AC solenoid system has a larger magnetic force available at a greater stroke than a comparable DC solenoid system. The characteristic stroke vs. force graphs, indicated in Fig. 8, illustrate this relationship.
The current consumption of an AC solenoid is determined by the inductance. With increasing stroke the inductive resistance decreases and causes an increase in current consumption. This means that at the instant of de-energization, the current reaches its maximum value. The opposite situation applies to a DC solenoid where the current consumption is a function only of the resistance of the windings. A time-based comparison of the energization characteristics for AC and DC solenoids is shown in Fig. 9. At the moment of being energized, i.e. when the air gap is at its maximum, solenoid valves draw much higher currents than when the core is completely retracted, i.e., the air gap is closed. This results in a high output and increased pressure range. In DC systems, after switching on the current, flow increases relatively slowly until a constant holding current is reached. These valves are therefore, only able to control lower pressures than AC valves at the same orifice sizes. Higher pressures can only be obtained by reducing the orifice size and, thus, the flow capability.
THERMAL EFFECTS
A certain amount of heat is always generated when a solenoid coil is energized. The standard version of the solenoid valves has relatively low temperature rises. They are designed to reach a maximum temperature rise of 144°F under conditions of continuous operation (100%) and at 10% overvoltage. In addition, a maximum ambient temperature of 130°F is generally permissible. The maximum permissible fluid temperatures are dependent on the particular seal and body materials specified. These figures can be obtained from the technical data.
TIME DEFINITIONS (VDE0580) RESPONSE TIMES
The small volumes and relatively high magnetic forces involved with solenoid valves enable rapid response times to be obtained. Valves with various response times are available for special applications. The response time is defined as the time between application of the switching signal and completion of mechanical opening or closing.
ON PERIOD
The on period is defined as the time between switching the solenoid current on and off.
CYCLE PERIOD
The total time of the energized and de-energized periods is the cycle period. Preferred cycle period: 2, 5, 10 or 30 minutes.
RELATIVE DUTY CYCLE
The relative duty cycle (%) is the percentage ratio of the energized period to the total cycle period. Continuous operation (100% duty cycle) is defined as continuous operation until steady-state temperature is reached.
VALVE OPERATION
The coding for the valve operation always consists of a capital letter. The summary at left details the codes of the various valve operations and indicates the appropriate standard circuit symbols
VISCOSITY
The technical data is valid for viscosities up to the figure quoted. Higher viscosities are permissible, but in these cases the voltage tolerance range is reduced and the response times are extended.
TEMPERATURE RANGE
Temperature limits for the fluid medium are always detailed. Various factors, e.g. ambient conditions, cycling, speed, voltage tolerance, installation details, etc., can, however, influence the temperature performance. The values quoted herein should, therefore, be used only as a general guide. In cases where operation at extremes of the temperature range are involved, you should seek advice from Omega's Engineering Department.
- GENERAL
- CONSTRUCTION
- VALVE OPERATION
- DIRECT-ACTING VALVES
- DIRECT-ACTING 2- WAY VALVES
- DIRECT-ACTING 3-WAY VALVES
- INTERNALLY PILOTED SOLENOID VALVES
- INTERNALLY PILOTED 2-WAY VALVES
- INTERNALLY PILOTED MULTI-WAY SOLENOID VALVES
- EXTERNALLY PILOTED VALVES
- MATERIALS
- BODY MATERIALS
- SOLENOID MATERIALS
- SEAL MATERIALS
- PRESSURE RATINGS - PRESSURE RANGE
- FLOW RATE VALUES
- SOLENOID ACTUATOR
- COILS
- THERMAL EFFECTS
- TIME DEFINITIONS (VDE0580) RESPONSE TIMES
- ON PERIOD
- CYCLE PERIOD
- RELATIVE DUTY CYCLE
- VALVE OPERATION
- VISCOSITY
- TEMPERATURE RANGE

What Is An Anemometer And What Does It Measure? Introduction to Air Velocity Measurement
